E-Mail: secretary[at]icfg2021.org
[English/Japanese]
E-Mail: secretary[at]icfg2021.org
[English/Japanese]
13-15th: Virtual plant tour (video)
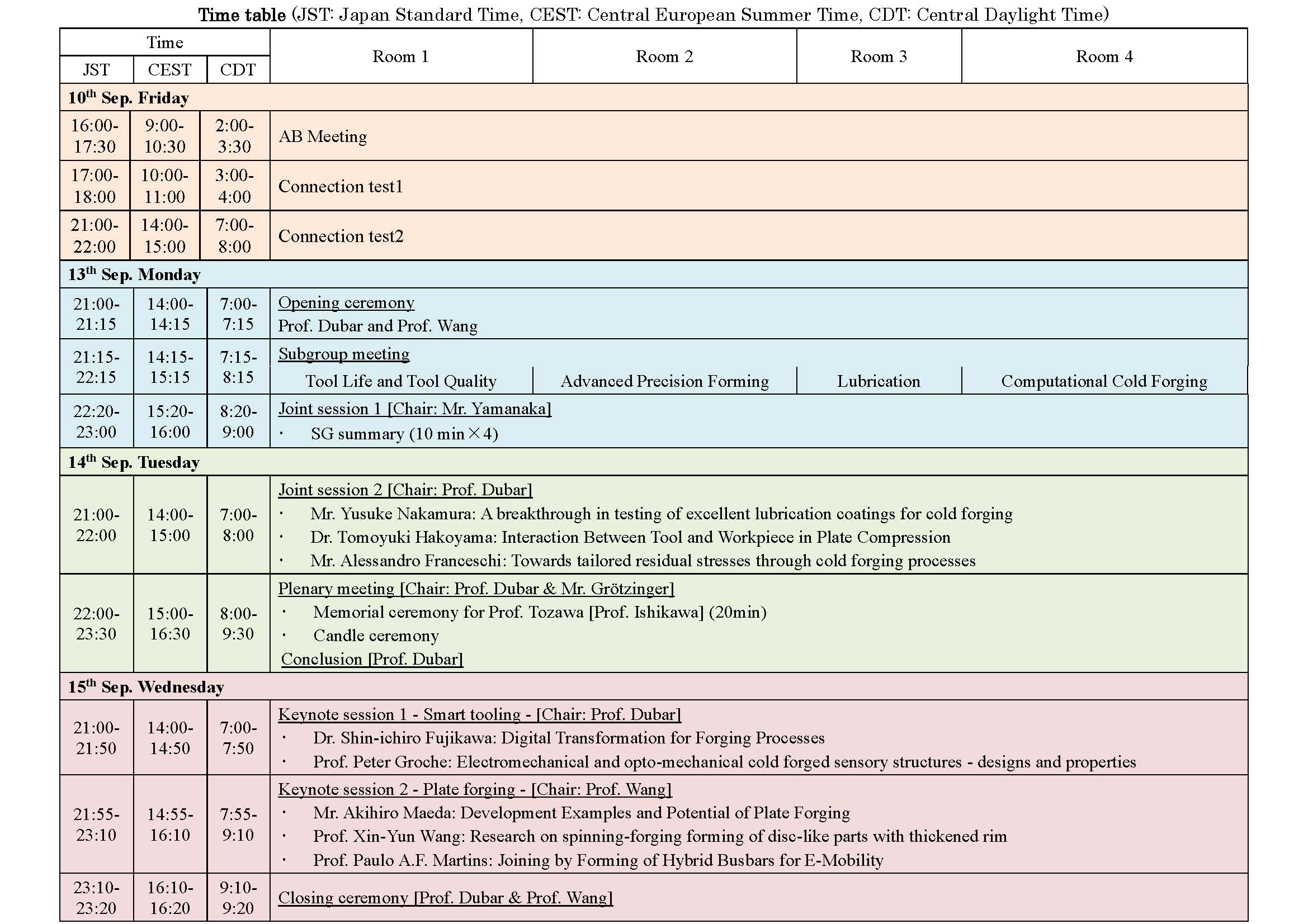
15th Sep: JSTP forging committee joint session

After graduating from the University of Tokyo in 1981, Dr. Shinichiro Fujikawa joined Nissan Motor Co., Ltd. and has been involved in forging engineering for automobiles for 40 years. He studied CAE and artificial intelligence theory at the Graduate school of mechanical engineering at The Ohio State University in the United States from 1991 to 1993. After coming back to Japan, he introduced CAE for the forging process to the company, to improve quality, cost and delivery of forged parts. He is currently Senior Expert of Nissan Motor Co., Ltd., Chief of CAE research group of JSTP forging committee and the Japanese corresponding member of ICFG.
Various new business models have been created by digitalization, and this is called Digital Transformation. Even in the forging process, transformation by digitalization such as application of CAE, IoT, AI, etc. is required. In this lecture, we will describe the transformation by digitization of the engineering chain and manufacturing chain of the forging process so far, and the future prospects.

1990 Doctorate (Dr.-Ing.), Universität Hannover, Germany
1991-1999 Employed at Keiper Recaro and Lear Corp.
Since 1999 Professor (C4) for Production Engineering and Forming Machines, Technische Universität Darmstadt, Germany
2011-2013 Dean of the Department of Mechanical Engineering, Technische Universität Darmstadt, Germany
1996 Otto Kienzle Medaille, Germany
2002 Fellow of "acatech", the National Academy of Science and Engineering
2004 Offer for Professorship (C4) at University of Stuttgart, Germany
2010 Fellow of the International Academy for Production Engineering (CIRP)
2011 3rd Place Hessian Cooperation Award
Prof. Peter Groche has published more than 140 peer reviewed publicatiopns.
In recent years, cold forging has proven to be a particularly suitable technology for damage-free integration of sensitive sensor elements into metallic load-bearing structures. Previous investigations based on rotary swaging showed high mechanical design flexibility of the produced sensory structures given a suitable process design. Moreover, in-situ measuring of the preload at the integrated sensor enables process control and in-process calibration of the sensory structures produced. Fascinating contributions to the digitalization of today's world can thus be realized cost-effectively. However, these processes and product designs are limited to the integration of up to two-axis force/torque transducers. An extension of the measuring axis is achieved by optical contact-free measurement approaches. Substituting optical elements for electromechanical transducers, however, poses new challenges for process design: Unlike electro-mechanical transducers, which need specific stress conditions, the integration of optical transducers requires a high position accuracy. The presentation summarizes decisive steps in the development of cold forged sensory structures and shows different perspectives for future applications.

1980 Finish, Graduate school of Engineering (Master's in Plastic Forming), Shizuoka Univ.
1980 Enter, Production Headquarters, Mitsubishi Motors Corporation
2006 Vice Corporate General Manager, Production Engineering Office, Mitsubishi Motors Corporation
2008 Vice director, Mizushima Plant, Mitsubishi Motors Corporation
2012 Executive Vice President, Mitsubishi Motors North America, Inc.
2016 Enter, Heian Mfg. Co. ,LTD
2016 Director, Heian Mfg. Co. .LTD
2016 President and representative director, Heian Mfg. CO. ,LTD
1997 Received a prize, "JSTP Medal for Innovative Technology"
Plate forging is processing technique utilized the characteristic of plate such as the uniformity of thickness and the stability of material properties. And it is a technique to be able to make a complicated shape product to accurately by combining the sheet metal forming and forging technology. It can maintain thereby a technological advantage in weight reduction, high precision, predominance and cost reduction.
However, therefore it is necessary to plan adequacy of the materials flow to solve the problems such as high load for decreasing plate thickness and buckling phenomena for increasing plate thickness.
We paid our attention to those characteristics of plate forging from around 1990 and worked on the development of new plate forging technology.
In this period, I introduce our development examples and show potential of plate forging technology in the future.

Prof. X.Y. Wang is the Vice President of China Society for Technology of Plasticity, the President of Plasticity Engineering Society of Hubei Province, and the Vice President of Automobile Engineering Society of Hubei Province.
Prof. X.Y. Wang has published more than 150 journal papers and books and been granted with more than 20 patents. He is also the chairman, international scientific committee or session chair of many academic conferences, and Guest editor / editorial board member of some academic journals.
Application of bulk-forming operations to sheet metals is an effective forming technology to manufacture high-quality light-weight sheet metal components with particular structure and varied thickness. Disc-like parts with both thin web plates and thick rims are typical light-weight designed sheet parts. Due to their large ratio of global area to thickness, conventionally, they are manufactured by welding several parts with different thicknesses together or machining thick workpieces. Hence, there are too many working procedures, resulting in high energy consumption, low production efficiency, and poor economy. Furthermore, these manufacturing processes always result in poor part properties, such as reduced material strength. Therefore, a forging process using spinning was employed to form this kind of parts in this study. In the forging process, a workpiece was clamped between the upper plate and lower plate, and all of them rotated together. A roller with an external groove fed along the radial direction of the workpiece to compress and thicken the rim and rotated passively under the drive of friction between the roller and workpiece. In this study, the forming process, failure patterns, and the effects of the parameters on forming quality were analyzed. The results showed that the forming process can be divided into three stages: the uniformly thickening stage, the swing thickening stage, and the final filling stage. A failure in the pattern of buckling is likely to occur in the second stage when the stiffness of the disc web is weak. The blank will be thickened uniformly and stably when γmax≤4.8(γ=L/t) and δmax≤0.1 (δ= a/t ). The least-squares method was used to fit the relation between lmax and α, and the empirical formula for process design was obtained.


Paulo Martins is professor of manufacturing at Instituto Superior Técnico, University of Lisbon, Portugal. He obtained a PhD in mechanical engineering from Instituto Superior Técnico in 1991, the habilitation in mechanical engineering from Instituto Superior Técnico in 1999 and the degree of doctor technices honoris causa from the Technical University of Denmark in 2018.
He is Fellow of the International Academy for Production Engineering (CIRP) and Member of the Standing Advisory Board of ICTP - The International Conference on Technology of Plasticity.
He was president of the scientific board at Instituto Superior Técnico from 2009 to 2012 and he was president of the school council of Instituto Superior Técnico from 2017 to 2020.
His research interests are focused on metal forming and joining by forming technologies and he is co-author of six books, several international patents and more 400 papers in international journals and conferences.
The ongoing rise of electric vehicles and the forecast for lower demand in components for combustion engines and power drive trains, such as pistons, connecting rods, valves, camshafts, crankshafts, and multi-speed gear boxes, among others, are pushing the forging industry into new levels of uncertainty and risk. However, there are also good news for keeping the forging industry on their toes due to the challenges and opportunities created by the lightweight construction requirements for the body-in-white of electric vehicles, the production of components for asynchronous motors, the fabrication of battery components and the replacement of wires and cables by busbars in electric power distribution systems. This paper is focused on busbars, which are key elements in modern electric vehicles that are used to distribute electric power to multiple equipment such as the electric motor, the electric power steering unit, and the AC/DC converters. In particular, the paper addresses the challenge of replacing copper busbars by hybrid busbars made from copper and aluminum, due to the expected savings in weight and cost.
The presentation starts by a state-of-technology review in the connection of copper to aluminum in hybrid busbars and proceeds with the presentation of new joining by forming processes [1, 2] aimed at producing hybrid busbars at room temperature without giving rise to material protrusions above and below the sheet surfaces. The effectiveness of the new joints is compared against that obtained by fastening through measurement of the electric resistance in both types of hybrid busbars. Electro-thermo-mechanical finite element analysis gives support to the presentation and proves to be essential for the design and manufacture of hybrid busbars.
[1] Ferreira, F.R., Pragana, J.P.M. Braganç a, I.M.F., Silva, C.M.A., Martins, P.A.F. Injection Lap Riveting, CIRP Annals Manufacturing Technology, 2021 (accepted for publication).
[2] Pragana, J.P.M., Baptista, R.J.S., Braganç a, I.M.F., Silva, C.M.A., Alves, L.M., Martins, P.A.F., Manufacturing hybrid busbars through joining by forming, Journal of Materials Processing Technology, 279, 2020, 116574.
https://www.asahiforge.co.jp/en/
